
Retraction
The article below is strictly my opinion based on my testing and observations. I present this as an exaple of what works for me. Other opinions may certainly exist and perhaps be more accurate. ~ Dan
 Been doing some additional thinking and testing on FDM printing retraction. There seems to me to be a great lack of information on the operation of very tiny extruders as used in 3D printing. I like to “think” about all the variables and how they affect each other and printing quality.
Been doing some additional thinking and testing on FDM printing retraction. There seems to me to be a great lack of information on the operation of very tiny extruders as used in 3D printing. I like to “think” about all the variables and how they affect each other and printing quality.
There is no single answer for every printer and every filament. That’s why a single answer is not suitable for every case.
As a lifelong “systems” problem solver, the very first thing one must do is truly and fully understand the functional operation of the system at hand. It’s called, “knowing exactly what you are looking at.”
Anyone outside the hobby and professional field of 3D printing who has just purchased their first printer (a newbie), are at ground zero on the “know everything” learning curve. After some initial examination of the device, if the person is mechanically inclined, various standard components will look familiar. Like belts, pulleys, motors, switches, knobs; but other specialized parts will be totally new.
In this post, I am focusing on the extruder. The part that becomes very hot where the plastic flows out like thick ink. Hence the comparison to printing. Very HOT printing. Operation of this extruder device is simple, but the science of HOW, will be unfamiliar to a newbie.
I know what an extruder does. But I never owned one other than a hot glue gun or caulking gun. Nothing computer automated. The hot glue gun is a good analogy because it is HOT and doesn’t have a metal plunger.
The extruder is the business end of a small open-ended hydraulic system. Instead of water or hydraulic fluid, the extruder starts out with a solid, heats it to a liquid state, then under controlled (hydraulic) pressure from the filament feed, forces the hot liquid through a small metering device, the nozzle. Just like a hot glue gun.
The Flow
System pressure (the compression or force upon the fluid) and the size of the hole (orifice) are the only factors that determines the flow. There is another factor which is specific gravity (sg) or density, but the system has no automatic control (regulation) of that factor. It is set as a fixed value as part of the slicer flow calculations. Example PLA is about 1.24sg and ABS is about 1.04sg. Enter a density or Specific Gravity setting in the slicer to match the filament is use. Density changes with temperature and material expansion so I have no idea how critical this factor is in slicer calculations, but If there is an entry for it, set it correctly.
Diameter of the filament also has everything to do with volume of flow, as the system must maintain the proper pressure at the nozzle because enough volume is flowing into the system. Said another way; Filament diameter presents a system variable since the software creating the pressure is expecting and requires an available volume (and density) of material which the orifice has been sized to deliver at the system pressure.
This is determined by the length of a specified filament material diameter delivered over time which provides a specific volume. Filament diameter is a factor in determining available volume of flow in properly configured software. Volume is determined by filament diameter and length. Specifically (3.14159 x (Dia/2)^2 ) x Length.
Since there is no automatic pressure regulator or pressure gauge, the print flow volume regulation is dependent on feed length only. The orifice (nozzle) is a fixed variable and can only be changed by installing a new nozzle. However, both wear and accumulated debris in the orifice (hole) will change the effective hole diameter and change flow rate. Nozzles do need to be changed for these reasons.
There is feed (length) rate adjustment and its usually called the Extrusion Multiplier. Printing software determines feed length rate from the nozzle size selected within the software. From there the extrusion multiplier fine tunes the feed length rate and therefore volume and flow. The default is a setting of 1.00 but in most cases less feed is necessary. I have used as low as 0.80 (80%).
That’s why a 2.85MM or 3.00MM filament works just as well as a 1.75MM filament in feeding a 0.4MM nozzle. The filament feeder (the system pump) doesn’t move the filament the same length in both systems. But both systems must put exactly the same force (hydraulic) pressure and material volume into the nozzle when doing the exact same print job.
A hot glue gun is the same hydraulic system as the 3D printer extruder. With a hot glue gun, more squeeze (more pressure) there is more flow. Release the pressure, the flow stops...
The Mechanics
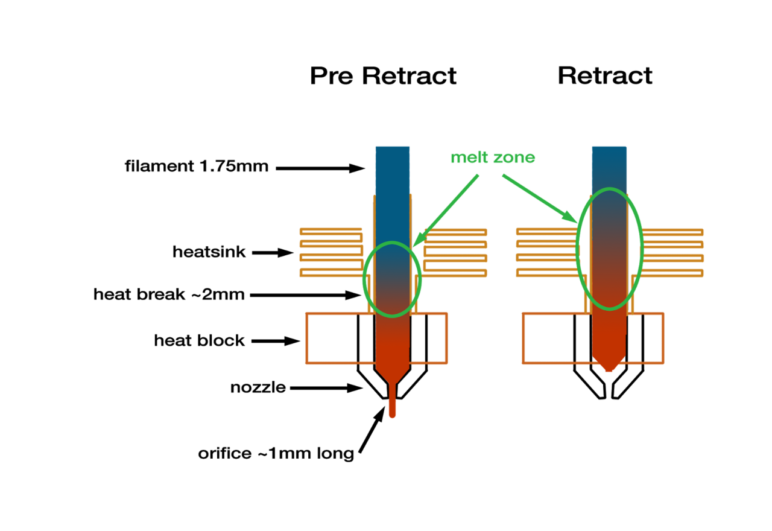
The cold filament is the plunger shaft in 3D printing. The location in the extruder where the filament starts to melt, the semisolid filament expands slightly and forms the “rubbery” plunger seal for the hotter, semi-viscous fluid plastic material ahead of it. A small rubber plug or “blob”.
When changing filaments, one will usually notice a bit of a “blob” on the end of the solid filament removed from the extruder. This blob is the “rubbery” portion of filament that sealed in the heated plastic so that it would only flow out through the nozzle orifice and not up into the cold end. The blob needs to remain very short or will be a source of excessive drag and what is seen as a nozzle plug when the extruder cannot overcome its resistance to movement. This is why most low temp nozzles contain a PTF lining.
Release the pressure to zero in the extruder or the hot glue gun and the flow stops immediately. There is no inertia to the flow as it is a sealed system. Zero pressure, zero flow. Remember that. Only two things control the flow. The size of the hole and the amount of the pressure. If either is zero, there is no flow.
Reduce system pressure to less than zero and the flow through the orifice could reverse.
Basic science explains liquids don’t compress and expand measurably well with pressure, neither do solids. Gas compresses very easily. Liquids expand and contract mostly due to disolved gasses within. Liquids will "flash" to a gas under a vacuum.
In 3D printing there is a function called retraction. It is used to not only stop the flow, but to prevent a term called oozing or dripping from the nozzle. It is a command that reverses the filament feed a measured amount. Usually a few millimeters (more in some systems). Then locks the filament from moving more.
I believe this ooze is caused by two factors. After the feed stops, and before retraction. there is a very short period of pressure bleed down as plastic flows out the nozzle until the pressure in the tiny reservoir of liquid plastic in the extruder behind the nozzle goes toward zero. This is very small amount. But with the feed pressure off, the heater is still on. This heating adds a second source of pressure which is the expansion and out-gassing of the plastic as it is heated. This is why different materials extrude differently. Higher heat thins (reduces the viscosity) and cause more out gassing and expansion.
The reason you can smell the filament when printing (especially ABS) is the out gassing. This is a real factor.
Retraction (reverse feed) is deployed to immediately reduce pressure to zero at the nozzle. It is NOT NECESSARY (or I believe possible) TO “SUCK BACK” the reservoir of melted plastic a given distance in the feed system. The graphic shown is an exaggeration. Gas in the liquid expands.
I know from simple visual observance, the cold (hard) filament does move backwards (retracts). I don’t believe much if any air is sucked into the nozzle. There would be air bubbles in the extruded plastic. What I think is the soft plastic “rubbery” filament blob at the hot/cold junction stretches (thins) a bit with retraction. Like pulling on a rubber band. Certainly, there is air pressure available at that junction. Nature abhors a vacuum and it starts at the blob.
Proof of this theory is the fact that when pulling and changing filament, the melted plastic is not sucked back out of the hot end. It must be purged out through the nozzle until the new filament is seen flowing.
Over retraction will stretch and thin out the filament as thin as the section of filament seen (before and behind the plug blob) when pulling and changing filaments. I also believe over retraction may cause the “plug” region between solid filament and liquid plastic to become larger, adding to higher drag friction in the feed system and slower and lower retraction response. This eventually will appear to be a “plugged nozzle” by the human operator.
It’s not gravity
Experienced users will notice an oozing from the nozzle with no filament feed pressure as the nozzle is originally raised from an OFF or cold state. This is not caused just from running out of the nozzle by gravity or pressure from the feeder. It is the plastic expanding from the continued heating, creating pressure behind the orifice to push the liquid plastic out of the nozzle. It can’t expand up against the feed.
For the plastic to flow from the nozzle by gravity, air would have to flow past the plastic into the nozzle, equally to the volume of the plastic leaving in the other direction. I believe this just doesn’t happen. Look at the ooze stream. It is a blob or full nozzle diameter and does NOT "chug for air".
Consider this…
Turn an open bottle of water upside down and it chugs for air to replace the water leaving. Remember melted plastic is more viscous that plain water. What happens when one turns a Heinz ketchup bottle upside down? Nothing comes out. Air pressure pushes up. A slight negative pressure behind the ketchup is all that is needed to hold it in.
Also consider a sealed bottle of soda. No bubbles. Open and release the pressure. Out comes the gas and can push the liquid out of the bottle. Extream reaction but demonstrates the principle. Gas in and out of solution.
Now let us consider the amount or length of the retraction.
All that is required to stop flow is zero pressure behind the nozzle orifice. As already mentioned, there is no need to “suck plastic back into the nozzle.” Not possible anyway. The extruder is not a vacuum cleaner.
What we must consider is the melted plastic is still expanding and out-gassing a tiny bit creating pressure due extruder heat after we stopped the feed, and the extremely small volume of liquid plastic that may have undergone some volume reduction due to being under compression (very doubtful factor in my opinion) now expands back to atmospheric pressure volume. (I think it is the gas vapors.)
The length of time of being in the “retracted” state is also a factor for bleeding to occur. Long print head travel movements done slowly will permit more time for extruder heating to expand melted plastic (gas) , increasing pressure higher than zero causing ooze.
Rapid moves need to be as fast as possible and as short as possible. Push rapids to the machine design limits without bashing (abusing) the hardware.
Bordon tube style printers are often distained because they are thought to require excessive amounts of retraction. Actually, they don’t require excessive amounts, but more than a close coupled extruder system. The Bordon tube MUST be firmly secured at both the extruder nozzle and the stepper driver. The tube, if properly fixed and secured, never changes length. The Bordon tube must never move in and out of the clamp nut either end during feed/retraction moves. My first Bordon tube printer had clamp nuts that permitted Bordon tube movement. I think this is where the bad reputation was first developed.
This undesired movement at the end clamps is the same as constantly making the Bordon tube longer and shorter while feeding/retracting material.
The Bordon tube is installed as a fixed length pipe. What goes in and out one end is exactly the same at the other end if the pipe is full of a solid material. But the Bordon tube is NOT full. The clearance (slop) between the core material and the wall of the Bordon tube does have an effect on push/pull length. It creates a small bit of flex or “spring” which is why retraction/feed settings are higher in Bordon tube systems.
This is why the retraction setting in print software is a variable. It thankfully is a fixed variable once properly determined (for a particular material) the retraction amount is a constant. But it deserves testing and fine tuning. Over retraction serves no practical advantage and leads to severe wear on the filament at the feed motor as well as the other issues I have mentioned.
Very flexible or soft filament materials may not be suitable for printers with long Bordon tubes for several reasons. Excessive flexing of the filament and a filament surface too soft to withstand the abuse of feed/retraction and the controlled stretching needed for long retractions.
The curve and bending and even vibration of the tube in use in no way changes the length of the tube so has zero effect on retraction length. Bending does increase DRAG within the system. Drag is the single serious problem in Bordon tube feed system.
Drag (friction) must be overcome with the power of the stepper filament drive motor, the drive gear design and plastic filament material strength for withstanding cog teeth of the filament drive.
Grinding away at the side of the plastic filament material is a major cause of feed stoppage or under extruding print failures. This grinding reduces contact of the drive gear to the filament and the roughened diameter from the burrs, debris, and considerable roughness created on the surface of the filament soon creates very high drag in a Bordon tube system. Some operators think they have a nozzle clog (actually very rare unless an extruder overheat has occurred or an overly large end “blob” has formed.
Very rapid retraction is also not necessary. 30mm/s to 50mm/s. Slower is better for the gear drive and filament surface but should not be slower than I list above.
I have had feed friction problem so severe; it was just about all I could do to hand-pull (retract) damaged filament from Bordon tubes. The feed motor had inflicted severe damage on the entire length of the filament between the motor and the extruder head and an unusually large end “blob” had formed from the failure to properly retract. I call it a double whammy!
Excessive retraction length is just one cause of wearing on soft filament. Extreme low first print layer can also cause excessive flow resistance and cause filament grinding by the feeder.
Tiny to small distinct teeth marks on the side of the filament is the ideal. Anything more appearing like “grinding away” is a sign of serious problems and eventual print failures.
The discussion here is about the retraction settings. Bordon tube printers are not an automatic “must be set high” requirement. All that is required is for the nozzle pressure to reach zero.
Use the “coasting” setting to get pressure reduction started before the end of the current flow. Less than a millimeter might be enough to help reduce retraction length several millimeters.
High end 3D FDM printers usually have adjustable tension on the feed gearing for driving or using different material. Yet another variable for the equation for perfect printer setup.
Bottom line. Retraction is a finesse setting. We do not need to rapidly yank back 8mm to 12mm of filament inside the nozzle on every retraction. What we want is the pressure in the nozzle to stay at Zero (actually atmospheric pressure) when we want flow to be stopped. Enough to overcome thermal expansion of the heated material and volatile out-gassing, which are the major contributing factors to oozing.
Understanding what’s going on will lead to proper solutions to printer set-up and elimination of poor printer operational performance.
Another factor to consider.
Long idle no flow periods with nozzle heat held at print temperature (or higher) will cause plugging and flow problems I mentioned previously, the cooking off (out-gassing) of the volatile components in the liquid (melted) plastic. This out-gassing is the main contributor to nozzle oozing while idle. This will eventually lead to carbonization (burning) of the plastic material.
But there is another factor causing nozzle plugging. Especially with lower temperature nozzles containing a PTF lining tube. This tube can deform (melt) with prolonged or high temperature heating. Especially when used with materials like ABS that require high nozzle temperatures. All metal nozzles (no PTF tube) are available for this exact reason.
PTF tubes are used because they create a low friction surface for filament bulging. The little bulge between the hot and cold regions that creates the plunger disk.
I mentioned a controlled bit of over retraction also stretches and thins the filament. This helps prevent large end plug bulges from forming, which plug nozzle flow. I think this is a major cause for perceived plugged nozzles.
Overreaction is sometimes used in multi-filament feed into a single nozzle. My tests show this is not usually needed. The idle filament is not retracted "out of the way" when changing color. It remains in place while the excess is purged by the next color.
Any dual print head (tandom or IDEX) that is going to sit idle needs a few extra mm of retraction. A controlled reduction of temperature is good practice if possible.
Summary
I believe most of the blame for “bad filament” plugging nozzles is this “secrete behavior” of the material flow and stretch behavior between the hot and cold ends of the extruder. A part of the hidden retraction mechanics inside the extruder.
I am now running nozzles for hundreds of prints without problems. I usually wear them out and change them because of end drag and not from becoming plugged.
An idle heated nozzle is a problem waiting to attack, so I never hold an extruder at printing temperature when not extruding.
Knowing the details helps solve problems before they occur.