

- Details
- Category: Cetus2
- Hits: 1235

- Details
- Category: Cetus2
- Hits: 1042
It's nearly SPRING and time to tune up the CETUS2 for the seasonal 3D Sprint Speed Trials" (3DSST), where FDM 3D Print aficionados vie for title of "Fastest Printer East of the equator. Or something like that.
I am entered in the local 2 color single nozzle "sport" class with the new CETUS2 model and my new VELOCITY stacks. That will make it much FASTER.
Actually, the velocity stacks are just for show, but they do reduce the air intake noise. Mine are made from ASA plastic which is lighter weight than standard PLA.
Running test trials now to determine just how fast I can push these new intakes.
I have posted a copy of the .STL file on my TEDEX Forum so you can create a pair of velocity stacks if there are 3DSST trials in your area... and you want an advantage.

- Details
- Category: Cetus2
- Hits: 870
Mt production version of CETUS2 died suddenly is the middle of a long print. Dead stop in mid-stroke. My new baby CETUS2 has SIDs! (Sudden Infant Death)
After several email exchanges with Jason Wu and Fannie Zhang at CETUS2 (Tiertime) support, (Yeah, Jason finally has visible help) it was determined to be the controller mother board. Apparently my failure was not the first.

- Details
- Category: Cetus2
- Hits: 1191
My new “Production” CETUS2 is assembled and fully operational. The “old” prototype is retired for now. No idea what I am going to do with”her”.
I received the printer Christmas eve, so assembly was delayed until 12/26/22.

- Details
- Category: Cetus2
- Hits: 1001
My CETUS2 3D printer is a well built and well designed single nozzle extruder with dual filament feeds. The extruder is a new design approach on how and where the two filaments merge before exiting the single (common) nozzle hole.
In the CETUS2 the two filaments meet and join at the very tip of the nozzle. In other extruder designs the filament join in a chamber just before entering the physical nozzle. The entire nozzle in these printers contains only a single hole.
The nozzle itself, on the CETUS2 has two entry holes that angle down inside the nozzle component and meet at the very tip of the nozzle.
The result is a very quick purge when changing colors. This has no negative effect on the changing or mixing of the two colors. In my experience with other designs (two and three filament single nozzle printers) the CETUS2 blends colors exactly like the others. Except for the amount of purge required to completely change colors. Significantly less.
Be aware, with all of them, there is NO true mixing of colors inside the nozzles. The mixing occurs after the flow leave the nozzle. If two (or more) filaments are fed at the same time, they leave the nozzle together side by side in stripes.
These multi filament extruders are more complex than a single filament extruder. But the melting and extrusion process is fundamentally the same. With much the same internal parts
The CETUS2 is a direct drive medium temperature dual extruder. Between the hot (Nozzle) end and the cold (Entry) end of both extruders is a piece of PTFE tubing. This tubing provides a smooth close fitting path for the filament to follow to the melting area.
The PTFE limits the heat range of the nozzle to about 250C maximum. Extruding with a higher temperature print setting will likely case the PTFE tubing to shrink or even melt. Plugging the nozzle.
My CETUS2 left #2 Nozzle stopped flowing after I updated the UPStudio3 slicer software to the latest version. (A new variable to provide separate extruder control (Checkbox Label: Separate Extruder) was added with no explanation of how it functions) If it is selected (checked), it “kills” the left extruder in CETUS2.
To me it looked like a plugged left feed. Turned out it was just the new software variable with the wrong default setting selected.
Jason Wu (Help desk) told me to uncheck the Separate Extruder box. I did and the left side extruder started working again.
But on my next print the left extruder stopped feeding again because of an actual (real) plugged extruder.
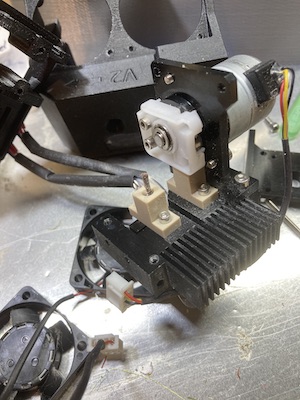
I tried everything I did before to get if flowing but nothing worked. In desperation I finally did a teardown of the very complex CETUS2 extruder.
The PTFE tube in the left extruder was definately plugged. It was slightly melted at the hot end. (See pictures at bottom of page) Wondering now if the “Separate Extruder” variable had disabled the extruder, but the left heating element remained on? Perhaps it shut off the left cooling fan? No Idea. Tiertime needs to clearly explain this new function and what it controls and what enabling it does to CETUS2.
In any case, the only repair now is to replace the damaged PTFE tube. Jason told me it was 32mm in length when new.
I have made the PTFE replacement and CETUS2 is back to full operational abilities again.
This was not a repair I want to make on an regular basis. I removed and put back 20 various sized and types of screws during the teardown and rebuild. (see poictures)
I don’t believe the PTFE is much of a negative for the CETUS2. PTFE tube extruders are extremely common in 3D printers. It suits most of the materials for most of the printing a hobbyist will do.
I am aware there is no “one perfect extruder” for all materials. The all metal extruders are best when used for high temperature materials. An open frame (non-enclosed) printer like the CETUS2 is a poor overall choice for high temperature speciality filaments.
I have no association with Tiertime Cetus. But I doubt you will see special nozzles and extruders any time soon for the CETUS2. If you want to go with materials where those items are needed to do your printing, be realistic. Just buy a printer suited for the job.
You and I won't like doing a CETUS2 extruder teardown on a regular basis. I doubt with my normal CETUS2 use, it will become a habit for me. Never select the "Separate Extruder" box in UPStudio3 for CETUS2 ! :)
 |
 |
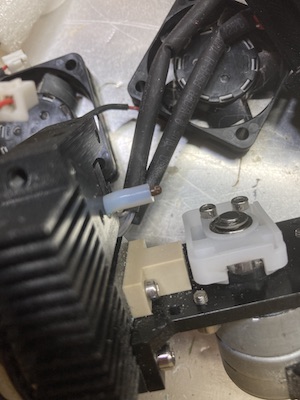
| So there is the problem! | Better look. |
 |
 |
| PTFE tube plugged | Note PTFE crimp at hot end near knife point. (other tube is not the replacement) |

- Details
- Category: Cetus2
- Hits: 917
A story about an Elephant and a Bear.
Cetus is supposed to be a whale. This story reads more like a Circus animal act. Somewhat entertaining (I like to solve problems) but not something I would go out of my way to experience again. Watching whales is always popular.
On a Friday, I opened my Tiertime UP Studio3 V. 3.2.5 to slice a new .STL file and then make a 3D print. Blocking access to executing the application was an offer to upgrade to the new version V3.2.7. That seemed like a good idea.

- Details
- Category: Cetus2
- Hits: 966
Not an earth-shaking Cetus2 post. Just keeping my mind busy and protoCetus2 busy doing SOMETHING other than waiting... :)
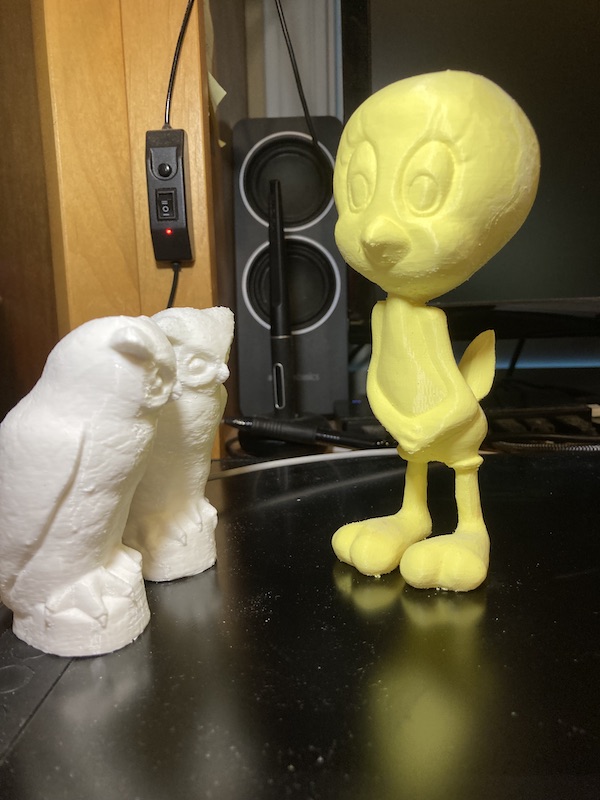
This is Tweety. I posted her/him on T-Verse long ago. https://www.thingiverse.com/thing:2951665
I wanted to see how a 150 micron print would do on the Cetus2. Not too shabby.
Tweety is a low-poly sculpture and lots of support. So we don't have a perfect surface. Don't blame the finish bumps on Cetus2. That's not the point. I wanted to see how printing with 0.150mm layers and the 0.40mm nozzle would get along. Absolutely no problems is the answer.
This Tweety was enlarged to 150mm height. Print time 8 hours at "normal" speed. 63.4 grams finished weight. 74.5 grams predicted because of support. 3 perimeters and 20% infill. I don't DO super light infills.
This is a 50/50 mix (nozzle #3). Light and a darker yellow. At this resolution the color mix is very complete as I can see no shading around Tweety.
Tweety is having a "puddy-tat" discussion with a couple of Grumpies.

- Details
- Category: Cetus2
- Hits: 1017
Made several brackets for cable management on my prototype Cetus2. None are absolutely necessary. They are aesthetic and just “tweak” cable management a bit. The newer Cetus2 have changed some of the cable routing and may not need to add these to my new version. Whenever I get it…

- Details
- Category: Cetus2
- Hits: 1038
Open Letter to Tiertime Cetus2
As everyone can see on this blog, I am an actual user of an early prototype of the Cetus2 dual filament single nozzle 3D printer. I am simply lucky and grateful to have an opportunity to show it to readers of this blog.
I do NOT represent Tiertime and the Cetus2 (and UPStudio3 (UPS3)) teams in any official way, shape, or form. I simply show what I can make with the Cetus2 I won in a New Year’s Resolution writing competition.
I do not have two machines (yet) but I am a KickStarter investor the same as everyone else on the KS forum. I hope to have two in the future...

- Details
- Category: Cetus2
- Hits: 1110
Cetus2 gets used just about every day. For every design that is not one single color. I have posted a few more pix here.
What I want to discuss is - large single color prints.