Up and Running
My Snapmaker J1 IDEX 3D printer has now been in operation here is my studio for more than week. First impression is it is an outstanding and complicated product. Build quality is fine. My user ability is being developed. That’s not a printer issue. Just a note that the J1 IDEX printer is not exactly “Plug and Play” for great results. But it is as close to that. Very minimal assembly out of the box to power-up. But there are a lot of variables to check and set for “best” results.
I am not going to get into “open the box” drivel. There are enough folks doing that. It’s well packed for the trip from China.
The printer is definitely high speed capable. But top speed is NOT the way one should constantly run this machine. There is a lot of mass with two direct drive extruders hanging (and moving) on the X axis rail when moving in the Y direction. It is very happy running at <50% of its top advertised speeds. My S.O.P. comfort zone is between 100 and 150 mm/s for certain kinds of moves. I set 200 mm/s rapids. So am I officially printing at 200 mm/s?
So, I hope this machine is not being purchased with the dream of consistent 300+ mm/s printing. You will be disappointed as this 60 pound machine starts rocking and rolling and leaping off the edge of your wobbly bench. High speed requires an extremely rock solid foundation that will not get into “resonance” with machine vibration.
Ultimaker CURA (or whatever they will call it after its merger) is presently the best slicer software. The Snapmaker LUBAN slicer is a CURA clone. Better documentation than U-CURA but it’s “workspace” is un-necessary overhead for 3D printing. Go with U-CURA for now.
The supplied configurations for CURA are horrible for standard printing. They are defaulted for extreme speed and acceleration rather than best prints. One (me) must tame down the performance settings.
The 100% flow rate needed to be reduced to 90% for me to get decent prints. That indicates the J1 hardware is set up a bit “generous” as to material flow. Most printers come like that, so no real surprise. Just takes some test prints to sort out real world settings for the literally hundred variables in CURA. The supplied “fast” configurations are not realistic.
I have seen forum comments where some newbies think a published configuration file is a gift from the printer gods and should not be modified. Well, kiddies… it’s just a starting point.
Explore the settings. Every print will likely need a bit of a change somewhere. Save your changes with a new name and work from there. That’s most of the fun of mastering the skills of 3D printing. Definitely NOT a “plug and play” avocation.
Enough preaching… sorry, just had to do a little mentoring.
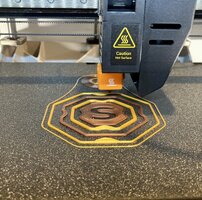
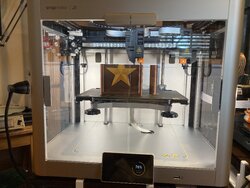
Have made some outstanding two color prints with with PLA and ASA filaments. This is my first enclosed printer and the (250C) print temps of ASA show no warping.
The top printer cover is put in place for ASA. It’s a bit tight for the Filament guide (not BORDON) tubes. A little tweaking (bottom shimming) of the tube chain guides and all is well. They rub the top slightly but cause no issues in printing.
I have used both sides of the build plate. The glass side with hair spray for the ASA prints because I know ASA sticks well with glass and hair spray. The black coated side has been perfect with PLA with no treatment applied.
I just received a spool of PVA and am looking for a good project where dissolvable support can be of use. That will be in a future post. One of the reason I wanted the J1 IDEX printer is for mixed materials printing. My single nozzle multi-feed printers are not intended for materials with different printing compatibilities, especially temperature.
Another very strong feature is the J1 IDEX makes a very good single nozzle printer. Actually two single nozzle printers. The unused nozzle is perfectly happy setting there stone cold, staying out of the way. All day (or week) long if necessary. A multi feed single nozzle is NOT a good choice for that kind of printing.
I suspect the J1 IDEX will require a bit more attention to details like nozzle alinements. The joy of MFSN (Multi Filament Single Nozzle) printers, there is no alinement or offset of nozzles. But that makes them the exception and a special case.
But MFSN and separate dual nozzle (locked together in one head) can’t do duplicate and mirror dual printing like J1 IDEX. I tried one duplicate print and it works as advertised. How much I will use the feature is an unknown. But I know I can.
One operation J1 IDEX can’t do is blend filament colors. That’s OK. I have printers that will. That demonstrates there is no one printer that is perfect for every imaginable application. “Do All” machines are always a compromise. Usually resulting in a machine that is mediocre at doing everything. Or a real pain to convert to a new mode.
If you have the space and financial ability, purchase the best tools for the job. You life and quality of work will be much improved with the right tools. (Note the plural)
The J1 IDEX is as close to multi function as I want to go. Not “do-all” but multi function. Single nozzle; Dual nozzle; Dual and mirror print; High temp material (300C) nozzle; Fast print; Slow print; Enclosed print space; Open print space; Rising bed; etc…
Definate good addition to my print studio.