

- Details
- Category: Original Design
- Hits: 458
This is an original project I executed for my adult son, Steven. Let’s say he is over 50 in age <G>
Steve is a professional grade percussionist and has been playing drums since he was about 5 years old. (I have pictures!) I might easily say drummer is his alter-ego. It’s not his actual career, but he is about as good and professional as it takes to make it a full time career. Still very active.
So a clock drum was something I could certainly design and gift to Steven, and I was sure he would appreciate.

- Details
- Category: Original Design
- Hits: 503
One thing I discovered early-on with 3D printing was a tendency to think all printed items had to be designed and printed as one piece. That is not true or necessary.
Many good projects simply can’t be made as a single print. As a designer, one of my skills is determining the best way to print parts and assemble the project.

- Details
- Category: Original Design
- Hits: 593
The 3D prints I enjoy the most are the ones designed for a specific need. Not saying I don’t enjoy all the “everyday” prints like containers, vases, boxes and all their variations. If it wasn’t enjoyable, I wouldn’t be doing it.
- Details
- Category: Original Design
- Hits: 487
Mini gallery of prints and designs I have produced so far this year. Not ALL of them but my chosen few.

- Details
- Category: Original Design
- Hits: 816
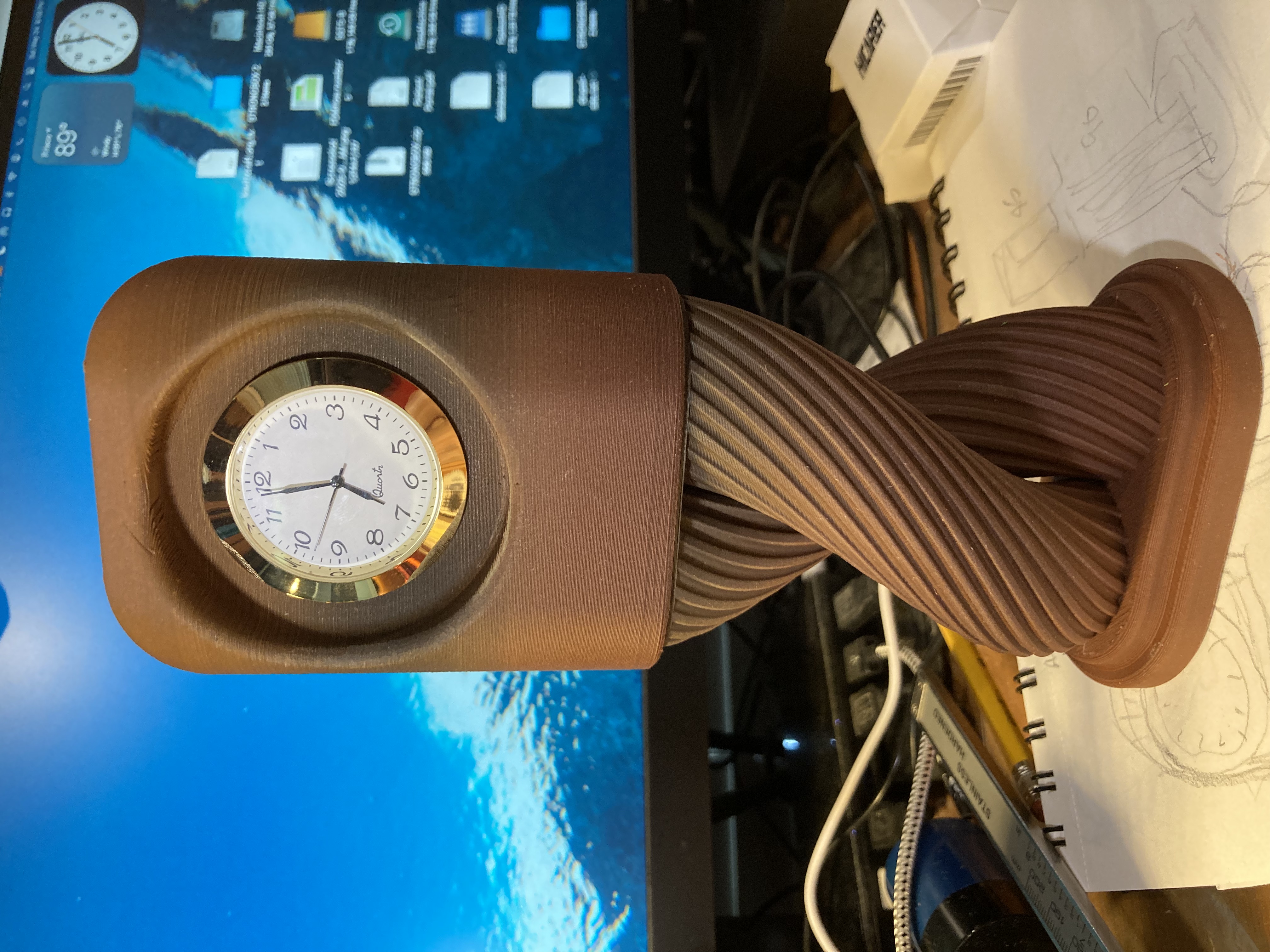
Time In A Bottle
Jim Croce wrote the song "Time In A Bottle" back in 1973. It is one of my favorite love ballads of the era. Here is the YouTube link to Time In A Bottle.
I wasn't thinking of the song when I was designing this clock. But as soon as I finished the print, the ballad popped into my brain. I had already named the .STL file, "jugclock" as an easy to remember name.

- Details
- Category: Original Design
- Hits: 1081
In my "other" 3D print BLOG, I posted about some of the reasons hobbyists get involved with 3D printing. I like all the technical electronics and hardware. But its been 99% about design of what I create with additive manufacturing that keeps me active.

- Details
- Category: Original Design
- Hits: 1279
Maybe I am going nuts. I just designed this container/bowl in the shape of an oak tree acorn. This is an original design from me, but I feel certain it isn’t the first of it’s design. The acorn design has seen many applications and uses in art and crafted items. Many uses in military regalia.
This is designed in Fusion 360. It has three major parts. The removable cap, which is the lid. The acorn nut which is the bowl. Then the stand in which the bowl stands upright.